
For HDPE / PP bottles, jerry cans, drums and industrial hollow parts
Extrusion Blow Molding Machines for Bottles, Jerry Cans and Drums
Find the right EBM solution for your container, output target and material plan. LEKA helps you match the proper machine platform, mold direction and downstream layout for practical production. For PET water or beverage bottles, please see our Stretch Blow Molding solutions.
- Match the right machine faster for bottles, jerry cans, drums and other hollow packaging projects.
- Support flexible production planning for output, cavity layout, automation level and future SKU expansion.
- Available options for PCR, co-extrusion and downstream integration when your project needs more than a standalone machine.
Send these 4 basics to get a faster machine recommendation
- Series overview (AERO / FORMA / TITAN)
- Applications & industries
- RFQ builder (copy template)
- Delivery quality (FAT/SAT & SOP)
- FAQ
- Final quote CTA
- Resources & next steps
- Get a quote
Quick jump by container
Choose Your EBM Platform
AERO and FORMA use continuous extrusion for stable, repeatable bottle production. TITAN uses an accumulator head for larger volumes, thicker walls, and heavier industrial containers.

AERO Series
Built for higher output lines that prioritize repeatable cycles, stable daily production, and lower unit cost.
- Focused on throughput and repeatability
- Suitable for integrated downstream line planning
- Good choice when production pace matters most

FORMA Series
A more flexible general-purpose platform for bottles, jerry cans, and broader packaging SKUs.
- Better SKU flexibility for mixed packaging programs
- Suitable for daily chemical, food, and standard container work
- Strong balance between output, tooling range, and versatility

TITAN Series
Designed for larger-volume parts, thicker-wall products, and tougher industrial container applications.
- Better matched to large-volume industrial containers
- Accumulator head supports heavier shot demand
- More suitable for thick-wall and robust production scenarios
Machine Types of Extrusion Blow Molding Machines
After choosing your platform direction, the next step is to confirm the right machine type for your container size, wall structure, and output target. In simple terms, continuous extrusion is usually better for bottles and jerry cans, while accumulator head is better for drums, larger containers, and thicker-wall parts.
Continuous Extrusion
Best for projects that need stable long-run production, repeatable bottle quality, and practical output efficiency across standard packaging sizes.
- More suitable for standard bottle and container programs
- Better when output stability and daily repeatability matter most
- Good fit for mixed packaging lines that still stay within mainstream container ranges
- Recommended path for most HDPE and PP bottle production projects

Accumulator Head
Best for larger shot sizes, thicker-wall parts, and heavier industrial containers where stronger parison control is needed.
- More suitable for 20L and above industrial container directions
- Better for projects needing heavier parison and large-volume molding
- Stronger fit for thick-wall products and robust industrial applications
- Recommended when standard continuous extrusion becomes less practical

Bottles
Daily chemical bottles, food containers, and many standard HDPE or PP bottle programs usually start from the continuous extrusion direction.
Best start: FORMA / AERO
Jerry Cans
Smaller and mainstream jerry can projects often fit continuous extrusion, while larger and heavier-duty versions may move closer to TITAN.
Best start: AERO / FORMA
Drums
Industrial drums and bigger container sizes usually need stronger parison support, which makes accumulator head the safer path.
Best start: TITAN
Large Parts / Tanks
Reservoirs, tanks, and larger hollow industrial components usually require accumulator head capability rather than standard bottle-focused setup.
Best start: TITANStill not sure whether your project should go to AERO, FORMA, or TITAN?
Send your container type, volume, target output, and material. We will help you confirm whether your project belongs to the continuous extrusion path or the accumulator head path before you finalize the RFQ.
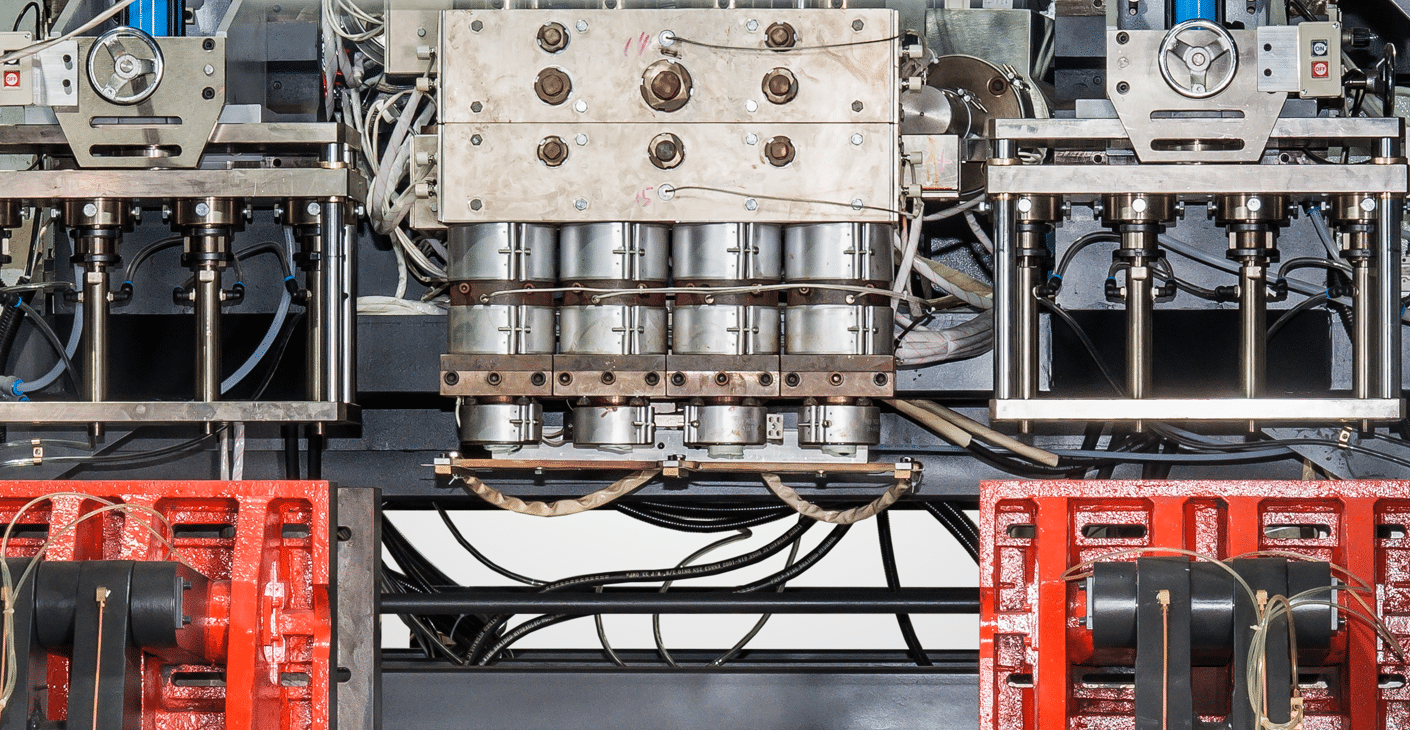
See an EBM Line in Action
This video gives a clearer view of real machine structure, shop-floor setup, and production atmosphere. Use it as a quick visual reference while comparing EBM platform direction and project scope.
Why This Video Is Here
Buyers often want more than static product photos. A short embedded video helps show equipment presence, line condition, and real production context without turning this page into a video-first page.
- Use this as a visual supplement, not as the main decision tool
- Still rely on container type, volume, output, and material for machine matching
- If your project is already defined, move directly to inquiry instead of over-reading
Send the Right 4 Basics and Get a Faster Recommendation
This section helps you send a cleaner inquiry. Fill in the core project data, generate the RFQ text, then copy it into email or send it through the inquiry popup. Based on your inputs, we will recommend AERO / FORMA for continuous extrusion projects or TITAN for accumulator head projects.
Practical rule: standard bottles and jerry cans usually go first to the continuous extrusion path. Drums, tanks, larger parts, and thicker-wall projects usually move toward the accumulator head path.

What You Will Get Back
This is not just a quote form. It helps us reply with a more usable machine direction.
Recommendation hint: Fill the form and click “Generate RFQ”. A suggested machine direction will appear here.
How we ensure delivery quality
Buyers don’t just purchase a machine — they purchase uptime. Our delivery is structured around SOP-driven commissioning, FAT/SAT validation, and service planning for spare parts & response time.
FAT / SAT
Structured acceptance with checklists + test runs, aligned to your container & output requirements.
Process SOP
Commissioning SOP covers mechanical, electrical, safety and recipe tuning for stable production.
Spare parts planning
Recommended critical spares list for fast recovery and lower downtime risk.
Training & handover
Operator training includes setup, changeover, troubleshooting and maintenance schedule.
Platform matching
AERO / FORMA (continuous extrusion) for stable long runs; TITAN (accumulator) for large volumes & thick walls.
Service response
Clear escalation path: remote diagnosis → parts → on-site support when needed.
FAQ Before You Send an Inquiry
These are the questions most buyers ask before moving to quotation or machine matching. If you already know your container type, volume, output target, and material, you can usually skip straight to the inquiry popup and contact LEKA Machine directly.
What is the difference between EBM and SBM?
EBM is commonly used for HDPE and PP bottles, jerry cans, drums, tanks, and other hollow parts.
SBM is commonly used for PET bottles, especially water and beverage packaging where stretch orientation matters.
If your project is PET beverage bottles, SBM is usually the correct path. If it is HDPE or PP packaging, EBM is usually the correct path.
How do I choose between AERO, FORMA, and TITAN?
- AERO: better for higher-output continuous production.
- FORMA: better for broader SKU flexibility and general-purpose bottle and jerry can work.
- TITAN: better for accumulator head projects, larger volumes, and thicker-wall industrial containers.
What information should I send for a faster quotation?
The most useful starting data is:
- container type
- volume range
- target output
- material
Then add mold cavities, voltage, and any special request such as leak test, trimming, conveying, packing, PCR use, or co-extrusion.
Can LEKA support PCR or recycled material projects?
Many projects can support PCR or recycled material, but the final feasibility depends on resin consistency, PCR ratio, container structure, and quality target.
It is better to mention the PCR ratio early so the machine and process direction can be judged more realistically.
Do you provide molds and downstream integration?
Yes. The project scope can include mold direction and downstream items such as trimming, leak testing, conveying, and packing, depending on the line target.
It is better to mention these needs before quotation so the overall recommendation is not too narrow.
How does FAT, SAT, and commissioning usually work?
In a typical project, FAT confirms the machine before shipment, and SAT confirms performance after installation and startup under site conditions.
Commissioning is usually handled with a structured SOP process so setup, tuning, and handover are more controllable.
Need Help Narrowing It Down?
You do not need to solve everything before contacting LEKA Machine. For most projects, the first useful step is simply to confirm machine direction.
- We can help separate bottle projects from larger industrial container projects
- We can help judge continuous extrusion versus accumulator head direction
- We can help define whether your line should include downstream equipment
Quick Jump
Use these shortcuts if you want to re-check the main decision modules.
